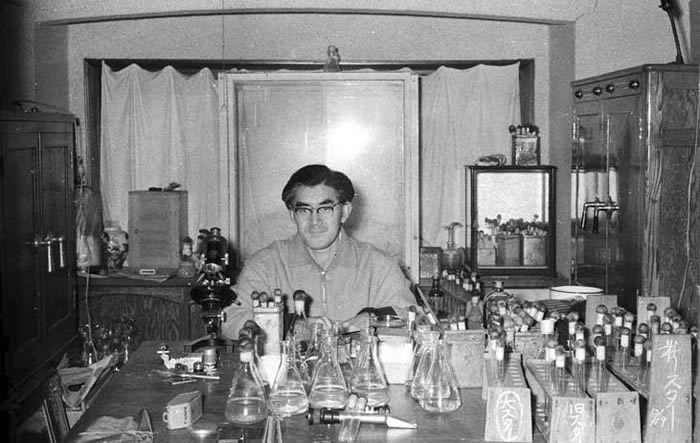
新しい酒母の製造方法が完成
しかし、リンゴ酵母を実際の酒造りに活かすことが出来たのは、それから7年後のことになります。
それまでの酒造りの方法では、リンゴ酵母を添加しても発酵の途中で、蔵に元々住み着いている力の強い酵母に取って代わられ、お酒を搾る頃にはリンゴ酵母は消えてなくなってしまうといったことが起こりました。リンゴ酵母の特徴を全く活かせなかったのです。
それを解決するために清磨は、新しい醸造法の開発に着手することになります。
そして、7年後の1947年(昭和22年)に「高温糖化酒母法」という新しい酒母(しゅぼ)の製造方法を完成させました。
それまでの酒造りの方法では、リンゴ酵母を添加しても発酵の途中で、蔵に元々住み着いている力の強い酵母に取って代わられ、お酒を搾る頃にはリンゴ酵母は消えてなくなってしまうといったことが起こりました。リンゴ酵母の特徴を全く活かせなかったのです。
それを解決するために清磨は、新しい醸造法の開発に着手することになります。
そして、7年後の1947年(昭和22年)に「高温糖化酒母法」という新しい酒母(しゅぼ)の製造方法を完成させました。